航天大型薄壁回转曲面构件成形制造技术的发展与挑战
薄壁曲面构件是广泛应用于航空航天等高端运载装备的关键构件。大型薄壁曲面构件成形制造技术是新一代航空航天飞行器、战略导弹和船舶等尖端装备向大型化、轻量化、高性能、长寿命和高可靠性方向发展的迫切需要。然而,这类构件的壁薄、直径等尺寸大、曲率变化、大小尺寸极端结合,且材料轻质高强、性能要求高等,使其制造难度大。
增材制造-3D打印技术在薄壁曲面结构件的制造中展现出显著的应用价值。例如带来更大的设计自由度、提高材料利用率、缩短研发周期等等,还有助于实现结构件的轻量化,提高性能,并通过精确控制制造过程来优化零件的微观结构和力学性能。
本期谷.专栏将对西北工业大学詹梅教授团队发表于《机械工程学报》的《航天大型薄壁回转曲面构件成形制造技术的发展与挑战》一文进行简要分享。为从事航天等高端装备制造领域增材制造研究的谷友提供参考。

© 3D科学谷白皮书



前言
薄壁曲面构件是运载火箭、飞机、船舶等高端运载装备中成形制造难度极大的关键结构件之一, 其制造技术水平代表了国家制造业的核心竞争力。随着这些高端运载装备的快速发展,对大运力、低能耗、长航时、长寿命等需求的不断攀升, 具有高性能、轻量化和高功效的大型或超大型整体 薄壁曲面构件被广泛采用。该类构件一方面是材料轻量化,即采用轻质高强的先进结构材料,如高强铝(锂)合金、镁合金、钛合金等;另一方面是结构轻量化,即采用高效轻质的结构型式,其结构朝着 大型化、整体化、薄壁化的几何和承载优化构型方向发展。材料的难变形、结构的难成形以及二者的 耦合作用大大增加了该类构件成形制造的难度。因此,发展先进的大型薄壁回转曲面构件成形制造技术已经成为目前的研究热点。
本文针对航天领域大型薄壁回转曲面构件及其成形制造技术的发展历程和分类、各类制造技术的应用与研究现状等方面分析讨论大型薄壁回转 曲面构件成形制造技术的研究动态;随后对比分析各制造工艺的技术特色、构件性能与发展潜力;最后探讨大型薄壁回转曲面构件制造技术未来的发展趋势与面临的挑战。
及其制造技术发展概述
一、国际发展历程
l 20世纪50-60年代的制造工艺
由于成形设备制造能力有限,主要采用分瓣塑性成形+拼焊。
1967年美国土星5号Ⅰ级S-IC推进器的直径10m的贮箱箱底件使用8块2219铝合金瓜瓣拼焊而成,采用液压胀形方法成形,再进行焊接组合。这种方法工序多、制造精度差、可靠性低。
l 20世纪80年代的技术发展
l 21世纪初的技术突破
l 2009年的新进展
l 2017年的最新进展
二、国内发展历程
l 国内航天工业的起步与发展:
l 长征系列运载火箭的发展历程:
l 燃料贮箱箱底的制造工艺:
l 当前制造能力与技术差距
-整体塑性成形
利用整体板坯制造出整体结构的大型薄壁曲面构件,包括旋压成形、流体压力成形、电磁渐进成形、超塑成形等技术。
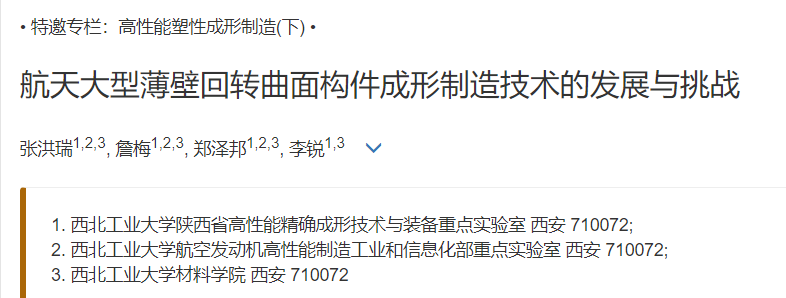
l 旋压成形
旋压成形是一种通过旋转的模具和轮子,对金属板材施加局部压力使其变形的成形技术,具有高精度、高效率的优点,适用于制造大型薄壁回转构件。
工艺特点:
通过旋轮的进给运动实现局部塑性变形。 能够实现高精度的尺寸控制和良好的表面质量。 材料利用率高,节省材料成本。
应用案例:
主要用于制造直径较大的火箭燃料箱底。
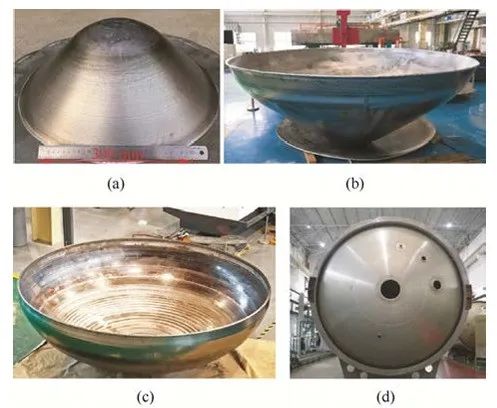

l 流体压力成形
流体压力成形是利用高压液体介质对金属板材施加均匀压力,使其在模具内成形的一种技术,适用于复杂形状的薄壁曲面构件。
工艺特点:
通过液体压力实现均匀成形。 适用于制造复杂形状的薄壁件。 能够大幅减少拼焊工序,提高构件的一体化程度。
应用案例:
适用于制造复杂曲面和内腔结构的航天构件。
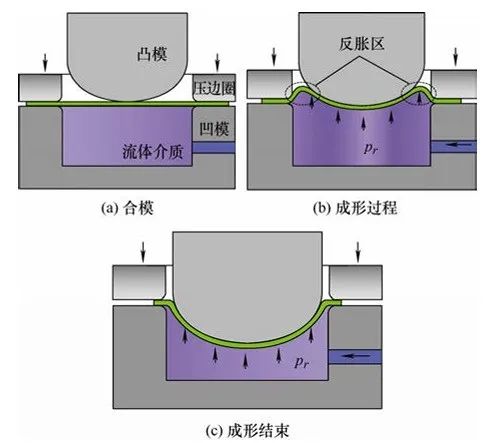
图:薄壁曲面构件流体压力成形过程
l 电磁渐进成形
电磁渐进成形是利用电磁力对金属板材进行渐进成形的技术,主要用于难变形材料的成形。
工艺特点:
无接触成形,减少了模具的磨损。 可实现对高强度材料的高效成形。 工艺过程中无热效应,适合热敏材料。
应用案例:
用于制造高强度和高硬度的航天器结构件。
图:双线圈电磁渐进成形
l 超塑成形
超塑成形是利用材料在特定温度和应变速率条件下表现出的超塑性进行成形的技术,适用于高温下金属材料的成形。
工艺特点:
需要在特定的高温和低应变速率条件下进行。 可实现极复杂的形状成形。 材料变形均匀,成形精度高。
应用案例:
适用于高温合金和钛合金的复杂形状构件。
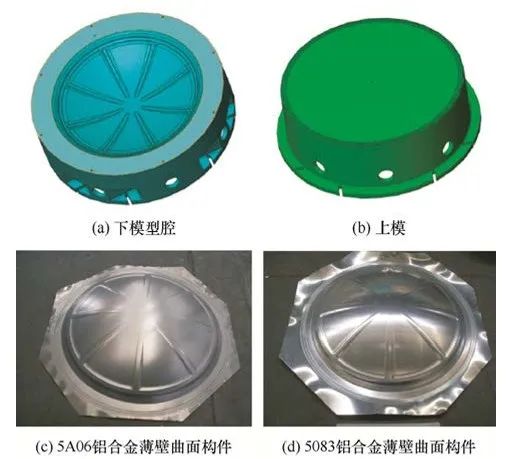
图:超塑气胀成形模具和构件
其他制造技术
一、增材制造技术
增材制造(Additive Manufacturing,AM)是一种通过逐层堆积材料来制造构件的技术,适用于制造复杂形状和结构的构件。
工艺特点:
能够制造出复杂的几何形状,不受传统制造工艺的限制。
提高材料利用率,减少浪费。
可实现快速成型,缩短制造周期。
应用案例:
航天领域中,用于制造复杂的结构件和零部件,如发动机燃烧室、卫星支架等。
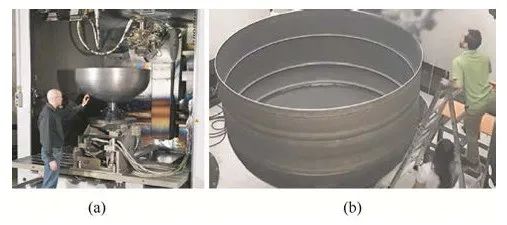
图:增材制造-3D打印的大型薄壁曲面构件
二、复合材料编织制造
复合材料编织制造是一种利用纤维材料进行编织并通过树脂浸渍固化成形的技术,具有重量轻、强度高的特点。
工艺特点:
材料的力学性能优越,具有高强度和高模量。 制造过程中能够实现大尺寸构件的一体化成形,减少连接件的使用。 具有优异的耐腐蚀性能和疲劳性能。
应用案例:
用于制造航天器的外壳、蒙皮等高性能部件。
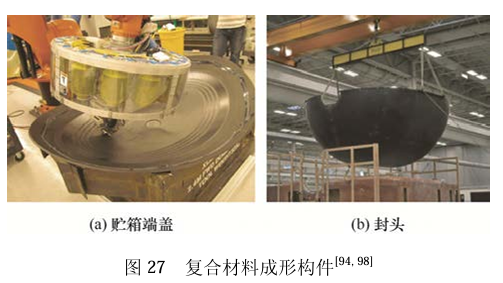
图:复合材料成形构件
发展趋势与挑战
一、未来发展趋势
未来大型薄壁回转曲面构件成形制造技术的发展将朝着智能化、高效化和绿色化的方向迈进,主要包括以下几个方面:
l 智能制造:
引入人工智能和机器学习技术,优化成形过程的参数设置和质量控制。 开发智能化制造系统,实现自动化和无人化生产,提高生产效率和产品一致性。
l 高效制造:
提高材料利用率,减少废料和加工余量,降低制造成本。 开发高效成形工艺,如快速旋压、快速超塑成形等,缩短制造周期。
l 绿色制造:
采用环保材料和工艺,减少生产过程中对环境的影响。 开发低能耗成形技术,降低能源消耗,推动可持续发展。
二、主要挑战
尽管未来发展前景广阔,但大型薄壁回转曲面构件的制造仍面临诸多挑战,主要包括以下几点:
l 材料的难变形性
航天材料通常具有高强度、高硬度和高耐热性,这些特性使得其变形难度大,对成形工艺和设备的要求更高。
l 复杂结构的成形难度
大型薄壁回转曲面构件通常具有复杂的几何形状和多样的功能需求,成形过程中的尺寸精度和形状控制难度较大。
l 制造过程的优化与控制
成形制造过程涉及多道工序和复杂的工艺参数,需要通过先进的监测和控制技术实现过程的优化,提高产品质量和一致性。
l 技术与成本的平衡
先进制造技术的研发和应用需要大量的资金投入,如何在技术创新和成本控制之间找到平衡点,是未来发展的关键。
通过不断的技术创新和工艺优化,航天大型薄壁回转曲面构件的制造将迎来更加高效、智能和绿色的发展阶段,同时也需要应对材料、工艺和成本等多方面的挑战。
结论
针对航天领域等高端装备对高性能轻量化大型薄壁回转曲面构件制造技术的迫切需求,本文首先对大型薄壁回转曲面构件及其制造技术的发展历程和分类进行了综述;然后从各类制造技术的应用与研究现状等方面分析和讨论了大型薄壁回转 曲面构件成形制造技术的研究动态;最后通过对比分析各制造工艺的技术特点、精度和可靠性及面向大型构件的发展潜力等,探讨了大型薄壁回 转曲面构件制造技术在未来的发展趋势与面临的挑战。
l 来源:机械工程学报
-
12-30
【专题综述】海洋工程用复合材料性能要求与测试标准解读
引言海洋工程是全球能源开发和科技进步的重要领域,覆盖深海采矿、海上风电、浮式平台等多种应用场景。因其环境复杂多变,复合材料需满足高强度、耐腐蚀、轻量化等多重性能要求,同时还需经受长期的盐雾、高湿、紫外线及温差考验。本文从性能要求和测试标准两方面入手,详细解读海洋工程用复合材料的设计及验证逻辑,为行业
-
12-30
【国内资讯】“以竹代塑”:一条绿色低碳环保产业新赛道
近日,国家发展改革委等部门印发《加快“以竹代塑”发展三年行动计划》,提出到2025年,“以竹代塑”产业体系初步建立,与2022年相比,“以竹代塑”主要产品综合附加值提高20%以上,竹材综合利用率提高20个百分点,让人们对“以竹代塑”有了更多期待。至此,“以竹代塑”开始进入发展“快车道”。我国竹资源丰富,产业发展潜
-
12-25
防弹纤维复合材料发展现状综述
1 引言早在19世纪末,受丝绸手绢成功拦截子弹事件的启发,美国物理学家古德法罗,就已经开始尝试用丝绸类纤维制作软质防弹衣,之后学者在他研究的基础上更进一步制作出了能抵御当时年代大部分的低速子弹的商用软质防弹衣;一战时诞生的坦克主装甲仅由钢板组成,而陶瓷/纤维增强复合材料则成为了现代坦克装甲里至关重要
-
12-25
智能的本质不仅仅是物理和数理
智能的本质不仅仅是物理和数理的表现,它涉及到多个维度,包括认知、情感、社会互动以及对环境的适应等方面。传统上,智能往往与解决问题、抽象思维、计算能力等数理和逻辑的层面相联系,如数学和物理中的推理过程,或是机器学习中的算法优化,都是智能的一部分。然而,智能不仅仅体现在这些硬性领域,它还包括许多其它领域