【专题综述】复合材料热压-注塑一体成型技术综述
纤维增强的树脂基复合材料是以连续纤维为增强材料、树脂为基体的复合材料总称,其具有比强度较高、比模量较高、质量较轻、抗疲劳性较好、膨胀率较小及减振性较好等优异的综合性能。随着纤维增强复合材料制备技术的快速发展及成本的逐渐降低,纤维增强的树脂基复合材料在汽车部件领域的应用越来越广泛。例如,采用树脂基碳纤维复合材料制备电动汽车BMWi3车身,整车质量可以降低至1224 kg。采用碳纤维及玻璃纤维2种增强材料与环氧树脂基体材料生产的汽车发动机罩的质量减轻了51.2%。随着新技术、新材料在汽车轻量化中的应用,将具有较好力学性能的纤维增强树脂基复合材料与塑料组合应用于复杂承载功能件的成型是未来的发展趋势。连续纤维增强的树脂基热压件与注塑件组合为常用方法,即采用连续纤维板材热压成型骨架承载结构,注塑成型如高筋等增强结构、凸台等定位结构、卡槽等装配功能结构,能充分发挥材料的性能优势。目前,连续纤维增强的树脂基热压件及注塑件组合可采用三步成型法及两步成型法。其中,三步成型法是以“热压+注塑+胶粘”的方式,存在工序复杂、精度较差的缺陷,已经逐渐被淘汰; 两步成型法是通过热压模具把连续纤维板预压成型,再作为嵌件(insert)放入注塑模具(注射机)中注塑成型,该成型方法是目前连续纤维增强的树脂基骨架及注塑部分组合应用的主要方法,节省了胶粘工序,但是,需要2套模具,因此,加工成本较高,成型周期较长。
德国Krauss-Maffei基于两步成型技术,提出Fiber Form技术,即热压-注塑一体成型(HPIM)技术概念,是在一副模具上完成复合板材的热压及功能结构的注塑成型。热压-注塑一体成型技术可以有效地简化生产步骤,缩短生产周期; 在提高制品刚度的同时,保证了较好的功能性及可组装性。因此,热压-注塑一体成型技术具有较好的应用前景。
热压-注塑一体成型技术作为复合材料的新兴成型工艺,生产的制品具备承载能力强、成型周期短、适合复杂结构、自动化程度高等特征,已在汽车生产制造方面得到了广泛的应用。德国生产的汽车变速箱壳体应用连续编织碳纤维增强的热塑性复合材料,采用热压及注塑组合技术,将热压模具与注塑模具集成在一台注塑机上,实现了热压工艺及注塑工艺的一体化,提高了设备的利用率,但是,实质仍然是基于嵌件的Insert Molding模式,并且,制造的产品较简单,为热压-注塑一体成型工艺的可制造性提供了技术支持。
热压-注塑一体成型技术能实现工件的一次成型,仅需要先将有热塑性树脂基体的纤维增强半成品加热,再置于相应的模具中进行成型。模具特征在型芯上设置了用于形成加强筋、螺纹柱及装配卡扣的凹腔。一体成型生产制造了汽车零部件,其样品零件如图1所示。利用热塑性树脂实现功能性结构包覆,几何复杂的部件包含多个增强筋及功能元件,为具有复杂几何结构的汽车零件赋予了较好的功能性及加固效果,工艺特性可以更精准地控制零部件成型,从而更好地发挥轻量化结构潜力。将注塑设备应用在同一副模具中,将纤维增强复合材料板材热压成型与功能结构注塑成型相结合,不仅能提高生产效率,还可以使热压-注塑一体成型工艺更加节能环保。随着该技术在汽车零部件领域逐渐得到研究人员的重视,该领域的研究工作也得到逐渐推进及深化。

1-热塑性树脂功能结构包覆 2-纤维增强复合材料成型主体
图1一体成型样品零件图
2.1热压-注塑一体成型工艺流程
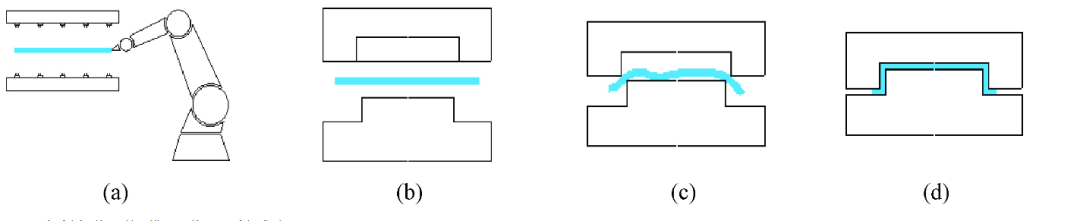
热压-注塑一体成型工艺为在一副模具上同时完成复合片材的热压成型及其功能结构的注塑成型。其主要工艺流程如图2所示。首先需要对纤维增强复合材料片材进行加热预处理; 然后,利用高速运作的多轴机械臂将柔软状态的复合片材在规定的时间内放入模具中,避免柔软状态的片材发生堆叠及起皱;复合片材是在注塑机合模力的作用下完成热压成型的同时,熔融状态的热塑性树脂被注射到骨架要求的部位,完成筋、凸台及塑料与复合板的交叠与包覆。冷却系统冷却后,得到一体成型的复合材料制品。该工艺既能发挥纤维增强复合材料的较好特性,又能保证制品主承力部件的刚度及强度,还能利用注塑成型的优势,快速制造出具有复杂几何形状的制品。一体成型取代原热压及注塑2个步骤,缩短了生产周期。

(a)取复材板 (b)加热 (c)放入模具 (d)完成热压及注塑 (e)取出复合件
图2热压-注塑一体成型工艺流程图
2.2 复合构件热压-注塑一体成型关键技术
热压-注塑一体成型工艺的关键技术主要由2部分组成,分别为利用热压成型工艺制造纤维增强骨架及塑料的注塑包覆成型。这2项关键技术组合使热压-注塑一体成型技术能够在复合工艺中实现纤维增强复合材料骨架成型及塑料的包覆成型,充分利用纤维增强树脂基复合材料的高强度及塑料成型的灵活性,进行复杂承载功能件成型,同时保证了纤维增强树脂基复合材料与塑料之间具有较好的界面粘接性能。
2.2.1 热压成型
热压成型是一种重要的制造纤维增强复合材料骨架的方法。该方法是在模压成形及冲压成形工艺基础上开发的一种热塑性复合材料快速成型工艺。热压成型工艺流程如图3所示,当加热温度大于成型温度时,将复合板转移至成型模具中,增加压力,使其贴合模具型腔,冷却得到最终的骨架。该成型方法可以制造出高强度、高刚度、低密度且具有较好的耐腐蚀性能的纤维增强复合材料骨架,广泛应用于航空、航天、汽车及体育器材等领域。
(a)复合板预热 (b)放入模具 (c)热压 (d)冷却成型
图3热压成型工艺流程
2.2.2 注塑包覆成型
热压成形工艺能将预制复合板成型为所需骨架,但是,该方法仅限于制造具有简单曲面形状、壁厚均匀的板壳类零件,难以满足零件复杂化及功能化的成型要求。而利用注塑包覆成型(IOM)可以实现复杂构件的一体化成型。例如,高强筋等加强结构、凸台等定位结构、卡槽等装配功能结构,能够充分发挥材料的性能优势。将热塑性复合制件嵌入注塑模腔中,然后,在其表面注塑成型聚合物或短纤增强聚合物附件,冷却固化形成多层复合结构,得到的制品如图4所示。
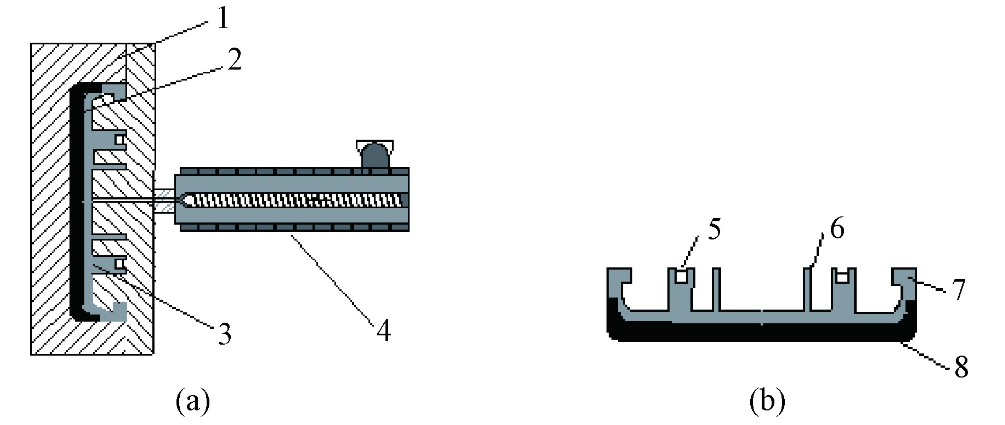
(a)注塑过程 (b)复合构件制品
1-模具 2-纤维增强复合材料嵌件 3-注射结构4-注塑机 5-定位孔 6-加强筋7-装配结构 8-FRP骨架
图4注塑包覆成型工艺及其制品
3.1 复合构件搭接区域界面粘接强度
热压-注塑一体成型工艺将热压与注塑包覆相结合,实现了连续纤维增强的树脂基热压部分与注塑结构的紧密组合,热压-注塑复合制品搭接区域的界面粘接强度是影响制品质量的关键,其直接反映了连续纤维增强的树脂基热压件与注塑件之间的结合情况,影响整个复合件的综合性能。因此,需要选取与纤维增强树脂基复合材料相适配的塑料及成型工艺参数,从而保证制品在一定温度及压力下能达到预期的强度及稳定性。
3.1.1复合构件搭接区域界面粘接强度的表征
界面粘接性能的表征是表面科学与工程领域的重要组成部分,也是研判及预防界面失效的基本依据。复合构件搭接区域的界面粘接强度的表征可以采用宏观测试方法及微观测试方法。
宏观测试方法主要包括三点短梁弯曲、剥离试验、偏轴拉伸、导槽剪切、losipescu剪切及诺尔环(NOL)等实验方法,其中,三点短梁弯曲是反映界面粘接强度最常用的宏观测试方法。在微观测试方法主要包括超薄切片法、聚焦离子束、差示扫描量热法(DSC)、扫描电子显微镜及工业CT扫描等方法。采用超薄切片法或聚焦离子束法得到粘接界面层,采用偏光显微镜分析晶片厚度与球晶尺寸,利用DSC研究结晶度与结晶速度,系统研究热压后注塑过程中非等温结晶行为对混合界面粘接性能的影响;通过高分辨扫描电镜表征粘接失效表面失效形式,探究树脂在非对称界面互熔渗透与粘接强度的关系;采用工业CT扫描表征纤维在热压-注塑界面处的渗透、分布情况,研究界面处纤维密度、纤维缺陷(褶皱、富集)等微观结构对界面性能的影响。
综上所述,通过研究两步成型法制备的复合膜的界面粘接强度,分析不同的工艺参数及处理条件对界面性能的影响。为热压-注塑一体成型优化工艺参数、改进材料及结构设计,从而制备出高界面粘接强度的复合制品提供了参考。
3.2 热压-注塑一体成型关键技术
热压-注塑一体成型工艺中的关键步骤是将加热后的薄壁、柔软态纤维增强复合材料板材由机器人夹持装置放入模具中。薄壁复合板材由于热容量较低,其在加热后迅速冷却。当复合板材的温度低于熔融温度时,热塑性塑料再结晶,使其凝固,快速的、不均匀的温度变化导致界面区域的热应力及热膨胀力不均匀,从而影响界面粘接强度,降低复合材料的成型性能。因此,将加热后的柔软态的薄壁复合板材快速、准确地与模具内的板材夹持机构进行传递与定位,是决定热压-注塑一体成型制品质量的关键环节。
3.2.1 热态纤维增强复合材料板材的夹持机构
结合热态纤维增强复合材料板材与模具内的板材夹持机构传递问题,Reinhart等介绍了一种与真空技术结合使用的桶形夹持器,该装置通过低真空抽吸技术,在不破坏纤维增强复合材
料板材结构的情况下传递较大的力。该夹持器不仅能提供较好的形状稳定性,还能有效地防止夹持过程中纤维增强复合材料板材发生折叠、起皱,但是,其温度绝缘性能较差,因此,当其与纤维增强复合材料板材直接接触时,夹持区域快速冷却,影响了界面粘接强度。
由图5可知,Bruns等开发了可加热的抓针器,该抓针器是由12个可加热的夹针组成的机械人夹针器,为加热后的有机板材提供了较好的形状稳定性及温度绝缘性。在大尺寸有机板材的边缘布置了8个夹针器,中间位置布置了4个夹针器,从而保持有机板材的初始形状。Bruns等模拟预测了夹针器与有机板材之间的热传递,采用接近热塑性塑料熔化温度的夹持器能减少温度下降,从而降低界面区域的应力集中,改善界面粘接强度,有利于提高复合材料成型的质量及性能。
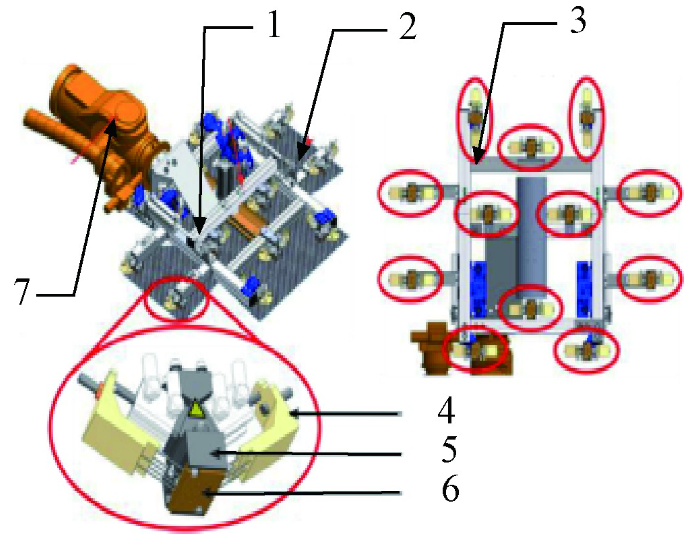
图5带加热的机器人夹持器与有机板材
1-机器人夹持器 2-有机板材 3-12个针夹4-针块 5-动模出油口 6-绝缘块 7-机器
3.2.2 模具中的接料、定位机构
由于热压注塑一体成型是利用注塑机的合模力实现纤维片材的热压成型,当热态纤维增强复合材料片材在夹持送进时,模具必须设置接料、定位机构。结合热态纤维增强复合材料片材在模具中的定位可知,孙文强等提出在模具型腔表面设置若干个定位针,用机械手夹取预热后的板材,放在定模与动模之间,挂在定位针上,再由气缸伸缩杆伸出驱动直顶头将部分板材压紧在型腔上,完成纤维增强复合材料片材的定位。但是,该定位方法影响了成型制品的表面质量。
两侧油缸分别接通了有压差的液压油P1、P2,结合相应溢流阀的溢流作用,夹紧销在注塑合模的过程中实现了对纤维增强复合材料板材的对顶接料及动态夹持,从而完成加热后的柔软态纤维片材的快速接料、夹紧、定位及送进,避免了纤维片材发生折叠及起皱,保证了模具合模精度。为解决定位针挂料较少的问题,张劲松等在动、定模内分别设置油缸驱动的夹紧销,实现了柔软态FRP板的定位及夹紧。其结构设计原理如图6所示。
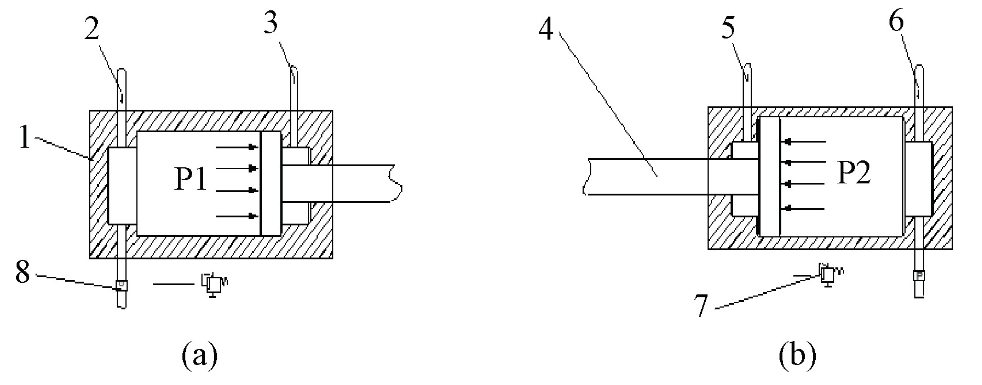
图6 热压-注塑模具三叉销定位、夹紧及送料机构原理
(a)定模侧油缸带动夹紧销 (b)动模侧油缸带动夹紧销1-油缸缸体 2-定模进油口 3-定模出油口 4-油缸活塞5-动模出油口 6-动模进油口 7-溢流阀 8-油流回油泵
3.2.3 模具的浇注系统
在模具结构设计中,除了需要保证模具稳定可靠性以外,浇注系统的合理设计也能显著影响热压注塑复合制品的成型。在复合注塑成型过程中,2种材料的搭接区域采用导流槽引导塑料完成注塑过程,可以保证塑料注塑到热压板材的背面,完成纤维骨架的双面包覆。
当一体成型的汽车零部件加强筋的长度与其截面积的比值较大时,注塑熔体在充填过程中容易迅速冷却,出现短射及分层等缺陷。在制造大型复合构件时,浇注系统通常采用多点同时进浇的注塑工艺,但是,在热压-注塑一体成型工艺中,由于塑料注射区域的尺寸及形状不同,成型腔充填不均衡,导致成型缺陷较多,影响了复合构件的界面性能及外观质量。为保证复合构件各部分充填均衡,一体成型模具通常采用热流道多浇口顺序控制技术,可根据熔料的填充状态合理地打开或关闭针阀式喷嘴,
精确控制浇口的开启顺序,避免了熔体交汇,有效地减少了熔接痕的产生,提高了注塑成型部分与纤维增强复合材料板材搭接、包覆的质量及注塑部分表面质量。通过导流槽的设计及热流道多浇口顺序技术的应用,纤维板材及塑料的复合注塑过程可以更加精确地控制材料分布及充填状态,最终实现复合制品的精确成型。
热压-注塑一体成型技术实现了一副模具中同时具有热压成型工艺与注塑工艺,可同时满足加工部件的刚度与强度,同时能够快速制造出具有复杂几何形状的制品。一体成型工艺简化了工艺流程,缩短了成型时间,提高了生产效率,是实现制品轻量化的重要工艺。另外,可以参考国内外的研究成果,开展复合材料热压-注塑一体成型技术的研发及应用:
(1)增强热压-注塑一体成型工艺的研发,开展复合材料片材热压成型与注塑成型工艺研究,逐渐改进工艺、材料及设计,提高复合材料与塑料搭接区域的界面粘接强度。
(2)开发热压-注塑一体成型中模具新结构,特别是在复合材料片材的加热、送料及其在模具中的定位夹紧机构等的研究,主要目的为高效率、低成本成型具有复杂功能结构的制品。
(3)充分利用热压-注塑一体成型工艺,并且,结合复合材料较好的性能,进一步提高零部件的强度及性能,促进热压注塑一体成型零部件的应用。
参考资料:
1、高利珍,贾志欣,复合材料热压-注塑一体成型技术综述,工程科技Ⅰ辑,2023-07-31.
2、 BRUNS C,BOHNE F,MICKE-CAMUZ M,et al. Heated gripper concept to optimize heat transfer of fiber-reinforced-thermoplastics in automated thermoforming processes[J]. Procedia CIRP,2019,79:331-336.
3、孙文强,王纪学,吕法勇等.一种用于碳纤维产品热压注塑一体成型的模具及工艺:中国,CN202210768329.7[P].2022-09-30.
4、张劲松,刘宝升,王元挺等.一种轻质复合汽车内门板的一次成型加工方法:中国,CN202011020312.0[P].2024-06-19.
5、REINHAR G,EHINGER C.Novel robot-based end-effector design for an automated preforming of limb carbon fiber textiles[C]//SCHUH G,NEUGEBAUER R,UHLMANN E.Future trends in production engineering.Berlin.Heidelberg:Springer.2013:131-142.
此文由中国复合材料工业协会搜集整理编译,部分数据来源于网络资料。文章不用于商业目的,仅供行业人士交流,引用请注明出处。
-
12-30
【专题综述】海洋工程用复合材料性能要求与测试标准解读
引言海洋工程是全球能源开发和科技进步的重要领域,覆盖深海采矿、海上风电、浮式平台等多种应用场景。因其环境复杂多变,复合材料需满足高强度、耐腐蚀、轻量化等多重性能要求,同时还需经受长期的盐雾、高湿、紫外线及温差考验。本文从性能要求和测试标准两方面入手,详细解读海洋工程用复合材料的设计及验证逻辑,为行业
-
12-30
【国内资讯】“以竹代塑”:一条绿色低碳环保产业新赛道
近日,国家发展改革委等部门印发《加快“以竹代塑”发展三年行动计划》,提出到2025年,“以竹代塑”产业体系初步建立,与2022年相比,“以竹代塑”主要产品综合附加值提高20%以上,竹材综合利用率提高20个百分点,让人们对“以竹代塑”有了更多期待。至此,“以竹代塑”开始进入发展“快车道”。我国竹资源丰富,产业发展潜
-
12-25
防弹纤维复合材料发展现状综述
1 引言早在19世纪末,受丝绸手绢成功拦截子弹事件的启发,美国物理学家古德法罗,就已经开始尝试用丝绸类纤维制作软质防弹衣,之后学者在他研究的基础上更进一步制作出了能抵御当时年代大部分的低速子弹的商用软质防弹衣;一战时诞生的坦克主装甲仅由钢板组成,而陶瓷/纤维增强复合材料则成为了现代坦克装甲里至关重要
-
12-25
智能的本质不仅仅是物理和数理
智能的本质不仅仅是物理和数理的表现,它涉及到多个维度,包括认知、情感、社会互动以及对环境的适应等方面。传统上,智能往往与解决问题、抽象思维、计算能力等数理和逻辑的层面相联系,如数学和物理中的推理过程,或是机器学习中的算法优化,都是智能的一部分。然而,智能不仅仅体现在这些硬性领域,它还包括许多其它领域